- Newbie

Hardness : 90-92. Materijal : Volfram Karbid. Upotreba : Vanjski Alat Za Okretanje. Premazivanje : Nema. Broj modela : YW1 C304. YW1 C304 ZCCCT cementirani karbidni umetak za zavarivanje rezač 40kom / kutijom Savjeti za lemljenje vanjski alati za okretanje oštrice Napomena : 9 tačaka upotrebe cementiranih karbidnih lemljenih vrhova 1. Struktura alata za sečenje zavarivanja treba da ima dovoljnu krutost. Dovoljna krutost na osnovu maksimalno dozvoljene veličine i oblika i veće čvrstoće čelika i termičke obrade. 2. Umetci za cementirane karbide trebaju biti čvrsto fiksirani. Carbide zavarivanje umetaka treba da bude dovoljan stepen fiksne firme, koji se oslanja na slot i zavarivanje kvaliteta da garantuje. Stoga bi trebalo da izaberete oblik utora za umetanje u skladu sa parametrima geometrije i geometrije alata. 3. Pažljivo pregledajte arbor. Da biste izvršili potrebne provjere za oštricu i Sjenicu prije nego što su oštrice zavarene na dršku. 1st, trebalo bi da proverite površinu ležaja sečiva, uverite se da ne može biti ozbiljno savijanje. 2nd, karbidna površina za zavarivanje možda nema ozbiljan karburizirani sloj. 3th, clear dirt carbide površina oštrice i otvor za umetak Sjenice kako bi se osiguralo čvrsto zavarivanje. 4. Razumno odaberite lem. Da biste osigurali snagu vara, odaberite odgovarajući lem. U procesu zavarivanja, trebalo bi da obezbedite dobro vlaženje i protok, a isključenje mehurića vazduha, uverite se da zavarivanje ima potpuni kontakt sa licem zavarivanja legura i da ne nedostaje fenomen zavarivanja. 5. Odaberite fluks za zavarivanje s pravom. Bolje je koristiti industrijski boraks i dehidriran u pećnici za sušenje prije upotrebe, zatim zdrobljen ipoložen za uklanjanje mehaničkih ostataka i ostavljen sa strane. 6. Neto obrazac shim. Da bi se smanjio stres zavarivanja u zavarivanju finih čestica sa visokim sadržajem titanijuma i niskim sadržajem kobalta, i zavarivanjem oštrice duge i tanke legure, predlažemo da se koristi kriška debljine 0,2-0,5 mm ili neto oblik podmetača sa prečnikom otvora od 23mm kao kompenzacija podmetača. 7. Pravi način oštrenja rezača. Pošto su karbidni čip dobre krhkosti, i osjetljivi su na stvaranje pukotina, tako da treba izbjegavati.

Uzima različite veličine bita Alati za okretanje i okretanje tokarilice mogu se zaključati zajedno Pruža efikasnost performanse, isplativo Štedi vrijeme i rad usred promjena operacija..

Materijal : Tvrda Legura Broj modela : TPMN160308 UTi20 T premaz : CVD / PVD Upotreba : Vanjski Alat Za Okretanje Tvrdoća : visoka TPMN160308 UTi20 T glodalica za standardnu mašinu cnc s
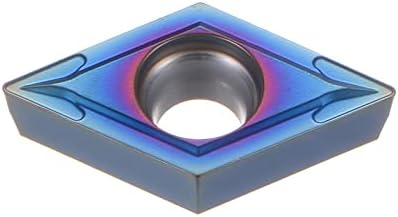
Veličinaprečnik rupe : 4,5 mm / 0,18 inča, Debljina : 3,97 mm / 0,16 inča, Dužina oštrice : 11 mm / 0,43 inča, ugao nosa alata : 0,4, ugao leđa oštrice : 7 stepeni...

INDEKSIBILNA DOSADNA TRAKA + DRŽAČ ALATACCMT KARBIDNI UMETCI CCMT 060204 umetci presvučeni kalajem 7 Br + Tory ključ 1no.6 komad držač alata i 1 komad Strug Boring Bar Boring Bar ima

Širina umetka (mm) : s20rMSSNR12 Upotreba : Interni Alat Za Okretanje Materijal : HSS Broj modela : S20 RMSSNR12 Tvrdoća : 40 Dragi prijatelju, ako ne možete pronaći da vam je potrebno,

Širina umetka (mm) : 04 Tvrdoća : HRA Upotreba : Vanjski Alat Za Okretanje Materijal : Volfram Karbid Premazivanje : drugi Napomena : zdravo moj dragi prijatelju, veoma Hvala što ste doš

Tvrdoća : 50 Materijal : Tvrda Legura Upotreba : Vanjski Alat Za Okretanje Premazivanje : Ti AIN Broj modela : AXMT09030 PER TT9080 10kom AEGUTEC AXMT09030 PER TT9080 cementirani karbidni u

Set uključuje : aluminijumski materijal Mini stub za brzo menjanje alata i držač 5kom / SET + 9kom setovi 3 / 8" set trake za bušenje + 1 / 4" 5kom indeksirani karbidni umetci set alat
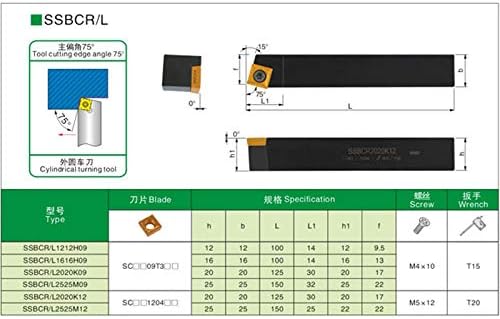
Širina umetka (mm) : ssbcr2020k12 Broj modela : ssbcr2020k12 Premazivanje : Drugi Upotreba : Vanjski Alat Za Okretanje Tvrdoća : 4245 Specifičnosti artikla : Broj modela : ssbcr2020k12dob

Težina : 83g; (izdržljiv u upotrebi) Naziv proizvoda : Strug HSS alat (Najnovija tehnologija) Bit Glavni materijal : besprijekoran HSS Sadržaj paketa : pažljivo odabrani 1 x Strug HSS Bi

Jasno čitanje : sa skalom, kompas za pronalaženje okruglog centra je jasan za čitanje i nije ga lako zaprljati ili oštetiti Vijek trajanja : pronalazač je zadebljan (debljine do 5 mm) i

Naziv proizvoda (izdržljiv u upotrebi) : alat za strug;materijal : HSS Boja : besprijekorna siva; Veličina površine strane : 14 unexcelled x 6mm / 0.55" x neponovljivo 0.24"(DW) Ukupna Ve

Širina umetka (mm) : s40tSVUCL16 lijevo Upotreba : Interni Alat Za Okretanje Materijal : HSS Tvrdoća : 4548 Premaz : crna završna obrada Stavka specifičnosti : upotreba : Interni Toolmat

stubovi alata su precizno konstruisani da obezbede ponavljajuću tačnost bez gubljenja vremena sa podmetačima Novi proizvodi visokog kvaliteta! Ako imate bilo kakvih nedoumica, slobodno na

Broj modela : CNMG120404 MSDM9030 Tvrdoća : 92 Materijal : Tvrda Legura Premazivanje : CVD+PVD Upotreba : Vanjski Alat Za Okretanje Stavka specifičnosti : Broj modela : CNMG120404 MSDM9030

Širok spektar primena : visoka sila stezanja, otpornost na udarce, velika rezna ivica i brzina obrade imaju jake i očigledne prednosti, Stavka : Vanjski Držač Struga Za Žljebove Model :

Visoka snaga prianjanja, otpornost na udarce i jaka, jasna prednost u brzini u odsijecanju velike margine i obradi; Za održavanje čvrstih tolerancija bez premca; Praktična i razna okru
Pogodno za početnike : umetci za sečenje volfram karbida su pažljivi kombinovani setovi za ispunjavanje zahteva grube obrade i kombinacije završne obrade, kompatibilni sa alatima za stru

Premium materijal : napravljen od vrhunskog akrila, pronalazač okruglog centra je otporan na habanje, izdržljiv, teško se prekida, može se koristiti dugo vremena Poluprozirno : zahvaljuj

Industrijski profesionalni alati, visokokvalitetni, izdržljivi, dobra stabilnost, uz upotrebu alatnih mašina i druge opreme 1 materijal valjkastog nosača koristi odličan čelik, što pob

Širina umetka (mm) : SPMT120408HT, ugao : YBD252 Premazivanje : CVD, PVD Materijal : Tvrda Legura Broj modela : SPMT 120408 060304 Hardness : HRA92 10kom / mnogo SPMT 120804 060304 ZCC.CT

Premazivanje : premazivanje Broj modela : CCMT09 T304 HM YBC252 Upotreba : Vanjski Alat Za Okretanje Tvrdoća : A Materijal : Volfram Karbid Besplatna kupovina! ZCC.CT CCMT09 T304 HM YBC252

CNC držač alata je veza između alatnih mašina i alata Potpuno novo, visokog kvaliteta, visoke preciznosti Visoka tvrdoća, visoka otpornost na habanje...

Tvrdoća : >90 HRA Materijal : Tvrda Legura Upotreba : Vanjski Alat Za Okretanje Premazivanje : PVD Broj modela : CNMG 120408PM YBC252 Obloženi karbid (PVD) PVD premaz produžava vijek traj

Tvrdoća : >40 Materijal : HSS Upotreba : Vanjski Alat Za Okretanje Premaz : bez premaza Broj modela : SSDCN1616 H09 SSDCN1616 H09 1616 100mm metalni Strug alati za sečenje strug CNC alati
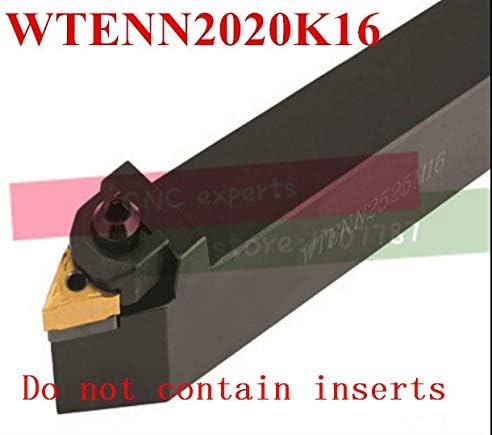
Tvrdoća : 4245 Broj modela : WTENN2020 K16 Upotreba : Vanjski Alat Za Okretanje Premaz : crna Materijal : HSS Pozdrav dragi prijatelji, hvala vam puno da posjetite našu trgovinu! Ovaj proi

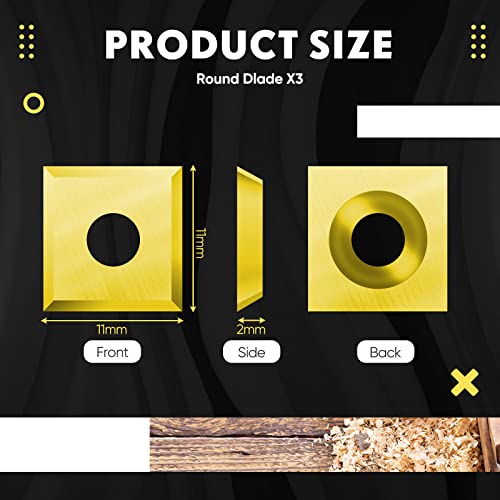
?? Visokokvalitetni zamjenjuje umetak rezača dolazi s novim šrafovima, dizajnom za vazu , čašu za vino, izdubljene posude ili udubljenja male / srednje veličine ?? Drveni okrugli karbi

Paket uključuje : 4kom / Set alata za strug za drvo Napomena : prava boja predmeta može se malo razlikovati od slika prikazanih na web stranici uzrokovanih mnogim faktorima kao što su S

Težina : 62g; Naziv proizvoda : Strug HSS Bit za alat Glavni materijal : HSS Paket uključuje : 1 x Strug HSS alat Bit Ukupna veličina : 2 x 18 x 200mm / 0.08" x 0.71" x 8" (TWL) Glavna B